posted
On Wednesday, December 29, 2021
in
Blog
Heat Treatment for Die Casting
Pressure die casting, applied especially to aluminum alloys, is a dramatically growing part of both the aerospace and the automotive industries where weight reduction of the individual parts is a very important factor. Die cast components have also taken over in many areas of our everyday lives; widespread products include escalator steps, bodies for electric motors, telecommunications equipment, and cameras, as well as numerous vehicle parts [1]. Die cast components are produced in short cycle times and are more or less ready to install after solidification. This makes pressure die casting a cost effective, sustainable procedure [2] amenable to contemporary markets with an emphasis on a short value chain. Die cast dies used for manufacturing of these components are subjected to very complex stresses in their operational use, comprising mechanical, thermal, and chemical factors. With the growing size and complexity of aluminum cast components, the demands placed on dies and die steels are increasing. In many cases, a high degree of thermal conductivity is becoming increasingly important. This property is not only important in terms of reducing cycle times, but also contributes heavily to reducing thermally induced stress in dies. Therefore, significantly tougher tool steels are needed to compensate for those mechanical and thermal stresses present during die casting. The most popular is H-13 grade and some of its proprietary equivalents such ORVAR and QRO90.
A majority of die casting tooling failures come from the action of the stream of the liquid aluminum at about 780°C washing out the surface and causing chemical dissolution of the steel and soldering Al to it [2-3]. Heat checking is also a quite common failure mode of aluminum die casting dies. In all the above situations, a proper heat treatment of the dies is extremely important. Additional benefits in extending durability of the dies can be achieved when additional surface treatment is applied.
Hardening by Nitriding
A widespread technology in this area is hardening by nitriding. Processes such as ion/plasma nitriding and controlled gas nitriding are the most promising and economical techniques for enhancing die life. Reduction of soldering and damage of the shot sleeves surface can be significantly reduced by nitriding [2]. The improvement in tribology (lower wettability and adhesion) was confirmed by measuring forces of injection between the nitrided surface and the solidified cast metal [2]. Examples of plasma/ion nitriding effects on conditions of pins and ejection forces are shown in Fig. 1 and 2.
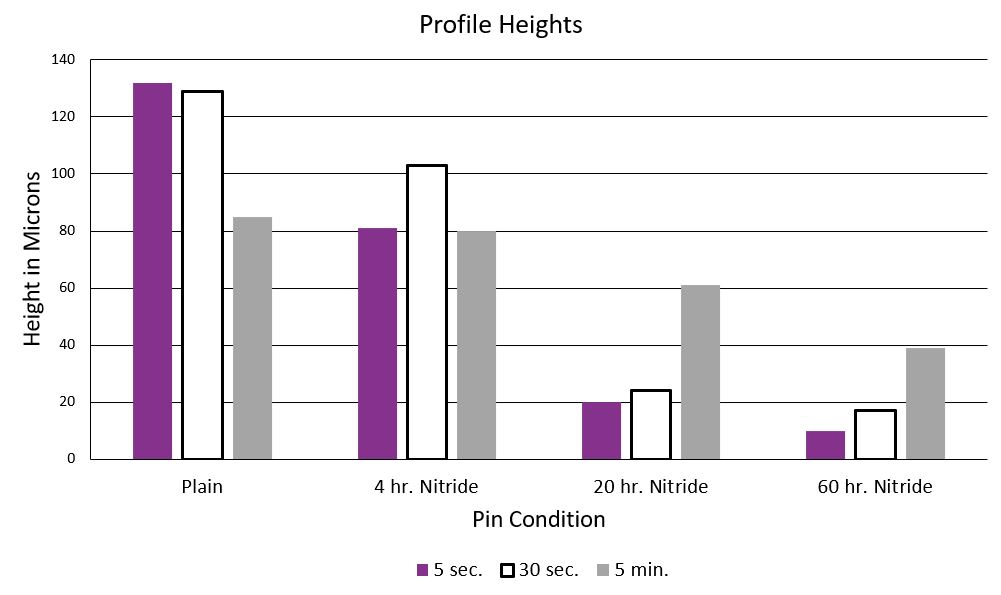
Fig. 1. Soldering profile peak heights, Adopted from [2].
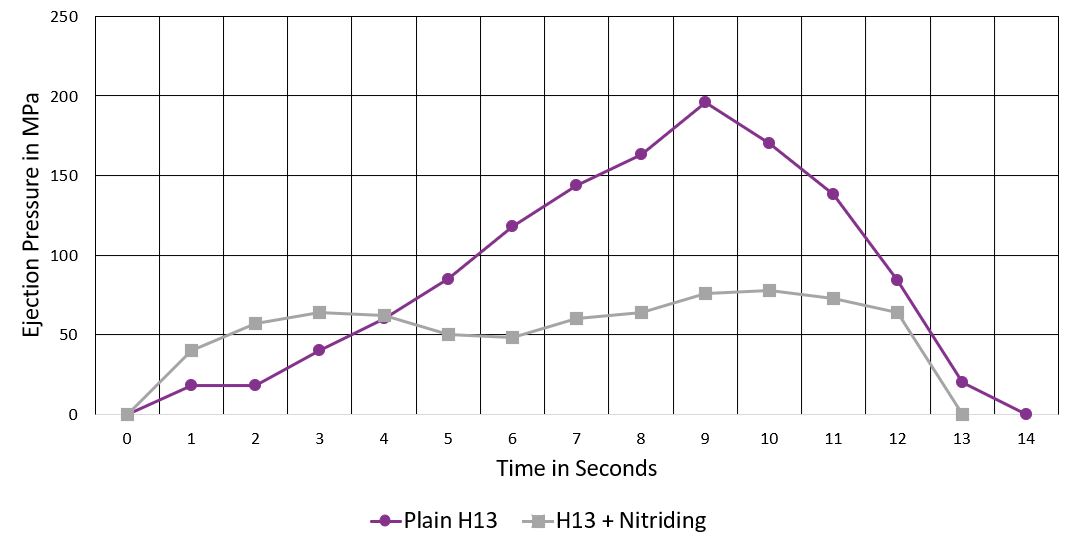
Fig. 2. Ejection force test results for a 390 µm thick nitrided layer coupon vs, plain H13 steel. Adopted from [2].
A study with H-13 hot working die steel coupons demonstrated that ion nitriding improved tribo-chemical reactions by reducing thickness of intermetallic layer formed between molten aluminum and surface of the die [3]. It was shown that ion nitriding reduced both the soldering and dissolution interaction of the surface with higher reduction seen at higher case depth while thermal fatigue effects are minimized when the case depth is shallow. Thermal fatigue of the dies and accessories results from the residual stress change caused by the alternate heating and cooling of the surface during the casting process [4-6]. Although multiple-layer expensive coatings such as CrN, TiAlN, etc. [7] might be very effective in reducing soldering of aluminum to surface of the dies, a single, not very thick nitrided layer resists thermal fatigue very effectively. Examples of nitrided H-13 steel for a deep and shallow case formed in H-13 steel are shown in Fig. 3 and 4. The die itself is in Figure 5.
.

Fig. 5. Example of the die received for nitriding.
Plasma/ion and controlled gas nitriding have a significant advantage over the conventional process, which produced thick, brittle white layers causing spalling. Modern methods produce layers that are hard and wear resistant but not brittle. As an effect, the life of the die casting dies can be doubled.
View Our Other Nitriding Articles Here:
nITRIDING
References
- DIE CASTING, “High Performance Steels for Die Casting”, Brochure of KIND & Co EDELSTAHLWERK.
- V. Joshi, A. Srivastava, R. Shivpuri and E. Rolinski, “Investigating ion nitriding for the reduction of dissolution and soldering in die-casting shot sleeves”, Surface and Coating Technology 163-164, 2003, pp 668-673.
- V. Joshi, A. Srivastava, R. Shivpuri, E. Rolinski, “Investigating Tribochemical Behavior of Nitrided Die Casting Die Surfaces”, Proc. of the 6th International Tooling Conference Karlstad, Sweden, 10-13 September 2002. pp 961-977.
- P. Ried, J. J. Moore, J. Lin, S. Carrera, S. Myers, A. Kunrath and B. Mishra, “Design Methodology for Optimized Die Coatings Used in Aluminum Pressure Die Casting”, CastExpo’05, St. Luis, Missouri, April 16-19, 2005, Die Casting Engineer Sep. 2005, pp. 40-55.
- W.K. Liliental, A. Czelusniak, C.D. Morawski and J. George Tymowski, “Getting More Life Out of the Aluminum Extrusion Die by Controlled Gas Nitriding”, File: T-Tech\TP\PPR\TPAI001.doc, Nitrex Metal Inc., 1999.
- S.S. Akhtar, A.F.M. Arif, and B.S. Yilbas, “Nitriding of Aluminum Extrusion Die: Effect of Die Geometry”, Journal of Materials Engineering and Performance Volume 19(3) April 2010—401.
- M. Sundqvist, J. Bergstrom and T. Bjork and R. Westergård, “Corrosive Wear of Duplex Coatings in Die Casting of Aluminum”, CastExpo’05, St. Luis, Missouri, April 16-19, 2005, pp.325-328.
Who is Doctor Glow?
 Dr. Edward Rolinski, aka Doctor Glow, has been studying the plasma/ion nitriding phenomenon since the 1970s and is arguably one of the most knowledgeable people in North America when it comes to nitriding.
Dr. Edward Rolinski, aka Doctor Glow, has been studying the plasma/ion nitriding phenomenon since the 1970s and is arguably one of the most knowledgeable people in North America when it comes to nitriding.
The doctor has written countless articles and whitepapers in industry publications and manuals. Some of his most noteworthy contributions include the chapter on "Controlling Plasma Nitriding" in ASTM International (2017) as well as "Nitriding of Titanium Alloys" in the ASM Handbook (2016).
Dr. Edward Rolinski is the Senior Scientist at Advanced Heat Treat Corp. (AHT) and has been employed at AHT since 1994.
LEARN MORE ABOUT DOCTOR GLOW VIEW HIS RECENT ARTICLES
- ion nitriding
- nitriding
- stamping dies