At Advanced Heat Treat Corp. (AHT), we routinely work with customers who specify or request hardness verification for nitrided, carburized, or otherwise case-hardened components. In many cases, these requests default to traditional Rockwell C (HRC) hardness testing due to its familiarity, speed, and widespread use across the heat-treating industry. However, for surface-engineered materials with thin hardened layers, such as nitrided steels or low-case-depth carburized components, Rockwell C testing is often technically inappropriate and can produce misleading results.
This paper was written to clarify why Rockwell hardness scales do not reliably represent the true hardness of nitrided or thin case-hardened materials, to address common misconceptions surrounding alternative hardness methods, and to outline more appropriate testing approaches. By aligning hardness measurement methods with the physical realities of case depth and indentation mechanics, both AHT and its customers can make better-informed decisions regarding quality verification and performance expectations.
Fundamentals of Rockwell C Hardness Testing
Rockwell C hardness testing employs a diamond Brale indenter under a major load of 150 kgf. The measured hardness value is derived from the permanent depth of penetration relative to a reference position. While this method is well-suited for bulk-hardened materials with uniform properties through the thickness, it becomes problematic when applied to components with shallow hardened layers over a softer core.
The key limitation is that Rockwell C may not measure true “surface hardness” alone for non-homogeneous materials- it measures the resistance of the material to indentation over the full depth of penetration.
Thin Hardened Case vs. Penetration Depth
Nitrided Materials
Nitriding produces a very thin but extremely hard surface layer, typically consisting of a compound layer and diffusion zone. While the case hardness may exceed 900–1200 HV (depending on the alloy), the hardened diffusion depth is often on the order of tens of microns.
The Rockwell C indenter penetrates significantly deeper than this hardened layer. As a result, the measurement is dominated by the softer substrate beneath the nitrided case. The reported hardness therefore underestimates the true hardness and does not reflect the functional performance of the nitrided layer.
Low Case Depth Carburized Materials
A similar limitation applies to carburized components with low effective case depth. When the carburized case is shallow relative to the Rockwell C penetration depth, the test again samples both the hardened case and the softer core. This produces a blended hardness value that may appear acceptable numerically but does not accurately represent either the surface condition or the core properties.
In both nitriding and low-case carburizing, the mismatch between case depth and indentation depth fundamentally invalidates Rockwell C as a surface hardness measurement.
Case Core Mixing and Measurement Ambiguity
Because the Rockwell C indentation often exceeds the thickness of the hardened layer, the resulting hardness value represents a composite response of the case and core. This “case–core mixing” effect makes it impossible to determine whether changes in measured hardness are due to variations in surface treatment, substrate hardness, or case depth.
This ambiguity is especially problematic for process control, root-cause analysis, and customer acceptance testing, where small differences in hardness values may be misinterpreted as meaningful changes in surface condition.
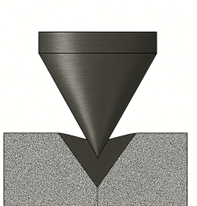
Figure 1. Hardness Rockwell C (HRC, 150Kg) indentation of homogeneous material
|
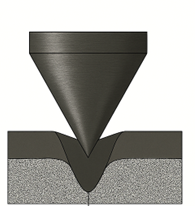
Figure 2. Hardness Rockwell C (HRC, 150Kg) indentation of thin case-hardened material
|
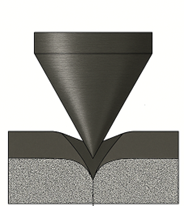
Figure 3. Hardness Rockwell 15N (HR15N, 15Kg) indentation of thin case-hardened material
|
Figure 1 represents an acceptable hardness test, since the material is homogeneous (same throughout). This shows that HRC testing is applicable. Figure 2 represents an invalid test that would result in a lower hardness number than the value of the hardened layer. Figure 3 shows an attempt to reduce the penetration depth using the HR15N scale (lighter load). However, it also represents an invalid test likely resulting in a lower hardness number than the value of the hardened layer. This is mainly because the softer substrate beneath the case hardened layer is insufficient compared to the depth of penetration. See table at the end of the blog for suggested scale and case depth limits.
Surface Damage and Structural Risk
Nitrided layers, particularly the compound layer, are relatively brittle compared to the underlying core. The high load and sharp geometry of the Rockwell C indenter can induce cracking, spalling, or localized damage in the nitrided surface. This not only compromises the integrity of the component but can also introduce artificial defects that were not present prior to testing.
In such cases, the hardness test itself becomes a source of damage rather than a non-destructive verification tool.
Misconceptions About Alternative Macro-Hardness Methods
Impact-Type Hardness Testing (Leeb)
Impact-based hardness testing methods, such as Leeb testing, are sometimes proposed as alternatives due to their portability and minimal surface preparation requirements. However, these methods are also unsuitable for thin case-hardened or nitrided materials.
Leeb hardness measurements are strongly influenced by bulk elastic response and mass beneath the impact site. As with Rockwell C, the measurement is dominated by the core material rather than the thin hardened surface. Consequently, Leeb testing does not provide meaningful information about nitrided case hardness and can lead to false confidence in surface properties.
Lighter Load Rockwell Scales
Lighter-load Rockwell scales (e.g., HR15N or HR30N) reduce penetration depth and may be appropriate in certain limited cases. However, even these scales can still exceed the effective case depth of many nitrided layers. Their applicability must be evaluated carefully based on known case depth and material condition, and they should not be assumed to be universally valid substitutes.
 Recommended Hardness Testing Alternatives: Microhardness Testing
Recommended Hardness Testing Alternatives: Microhardness Testing
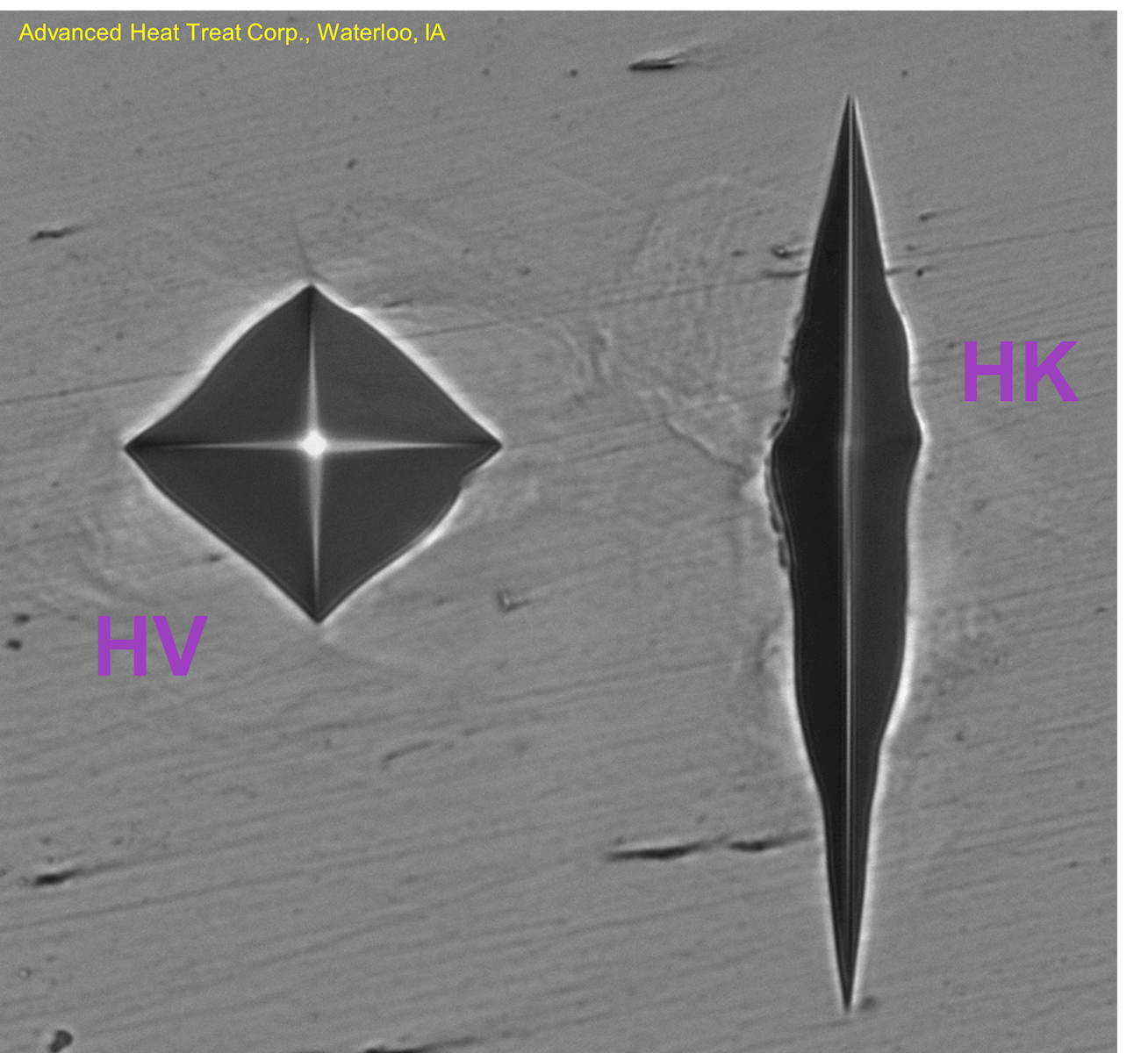
For nitrided and thin case-hardened components, microhardness testing methods such as Vickers (HV) or Knoop (HK) are strongly preferred. These methods use significantly lower loads and smaller indenters, allowing hardness measurements to be made within the hardened case without influence from the underlying core.
Microhardness testing also enables hardness traverses to be performed as a function of depth, providing direct insight into case depth, hardness gradients, and process consistency—information that macro-hardness methods cannot provide.
Bottomline: Match the Test to the Case Depth
Rockwell C hardness testing is fundamentally unsuitable for true hardness evaluation of nitrided or thin case-hardened materials due to excessive penetration depth, case-core mixing, and the risk of surface damage. Similar limitations apply to impact-type hardness testing methods and, in many cases, even lighter-load Rockwell scales.
Accurate assessment of surface-engineered materials requires hardness methods that are appropriate for the alloy type and condition as well as matched to the hardness scale relative to the properties of the hardened layer. (See chart below.)
Get Metallurgical Support with AHT
At AHT, we maintain laboratory capabilities specifically selected to support advanced surface treatments, including nitriding and controlled case hardening. Our testing approaches are chosen to align with the metallurgical realities of each process, ensuring that hardness data is meaningful, repeatable, and technically defensible.
We work closely with customers to select appropriate hardness verification methods, interpret results correctly, and avoid common pitfalls associated with mismatched testing techniques. When questions arise regarding hardness specifications or testing validity, our metallurgical team is available to provide guidance and data-driven recommendations.
Want to discuss hardness testing or heat treat specs?
Contact AHT to review your print requirements, case depth, and material condition, and we’ll recommend a verification approach that produces meaningful, defensible data.
CONTACT AHT
Rockwell Hardness Testing: When To Use Certain Scales
HRC
Works well for through hardened steels.
-OR-
Deep case hardened greater than ~0.030" depth.
|
HRA
Used for moderate case hardened steels ranging from ~0.015-0.030" depth.
|
HR15N
Used for shallow case hardened steels ranging from ~0.005-0.015" depth.
-OR-
When indent size needs to be small.
|
HRB
Used for soft steels (not heat treated).
When hardness is less than 20 HRC.
|