posted
On Tuesday, May 7, 2019
in
Blog
Various plastic goods use extrusion and injection molding processes. Typical plastic materials exposed to extrusion processes are polyethylene (PE), polypropylene (PP) and nylon (polyamides) -to name a few. These plastic materials frequently contain abrasive components such as metal fragments or glass, reinforcing fillers for increased durability and other specific properties. Additives like metal and glass cause severe abrasive wear of the tools used for forming the plastics. The machines or their components used for carrying out such processes are subjected to many performance challenges caused not only by severe wear, but also elevated temperature and corrosion during their operation [1].
Such tools, especially extruder screws, are exposed to very severe working conditions [1]. Surface engineering methods such as flame and induction hardening can reduce only the simplest tool problems, specifically those related to mild abrasion [1]. Various coatings and welded-on materials are also used to mitigate abrasion. Alloys used for surface welding of extruder screws such as Stellites (cobalt base) and Colmonoys (nickel-based) have very good mechanical and anti-corrosive properties, but they have comparatively weak adherence to the base screw material. Similarly, when plating is used for this purpose, specifically chromium, it has different coefficients of thermal expansion than the base steel and may exfoliate from the surface at elevated temperatures. PVC coatings can be successfully used for small components, but not for long screws or barrels because the available equipment has very limited size capabilities.
The screws are the most important components of the extruders. The severe wear problems facing extruder screws can be easily addressed by using thermochemical treatments such as ion/plasma and gas nitriding [2-4]. The short screws can be easily gas nitrided, but screws of significant length should be ion/plasma nitrided; this is easy to perform in tall vertical vacuum chambers.
(RELATED BLOG: When to Use Gas Nitriding - 10 Tips)
Plasma/Ion Nitriding of Plastic Extruder Screws
Although the most common steels for making extruder screws are AISI 4140 and 4340 steels, the most severe applications may require application of better nitridable materials such as Nit13M, CPM9V, and H-13 to produce a higher surface hardness. Oftentimes, long objects typically have certain surfaces which are not subjected to erosion or require additional finishing after nitriding and, therefore, they are masked off and protected from the treatment. Efficient masking can be easily achieved when hardening with ion/plasma nitriding. Surfaces not requiring hardening can be protected by using mechanical masks, see Fig. 1.

Fig. 1. Masking of the non-extrusive surfaces of the extruder screw before plasma/ion nitriding. Note combination of masking with the paint (red color) and the shim stock. Picture courtesy of Advanced Heat Treat Corp. in Monroe, Michigan.
After masking, the screws are transferred individually into vertical nitriding vessels. Advanced Heat Treat Corp.’s plasma/ion nitriding vessels allows processing several long-size screws at the time - up to 40’ (over 12 m). Shorter screws can be processed in other vessels.
 The process is carried out in a mixture of nitrogen and hydrogen. The parts are the cathode, and the wall vessel is the anode. High voltage applied between the two electrodes generates glow discharge and forms high energy ions which bombard the cathode-screws, causing the temperature to increase to 950-1070º F (920-570º C) which results in the nitriding reaction. The final processing temperature depends on the treated material and the requirements for the case depth.
The process is carried out in a mixture of nitrogen and hydrogen. The parts are the cathode, and the wall vessel is the anode. High voltage applied between the two electrodes generates glow discharge and forms high energy ions which bombard the cathode-screws, causing the temperature to increase to 950-1070º F (920-570º C) which results in the nitriding reaction. The final processing temperature depends on the treated material and the requirements for the case depth.
After the process is completed, the screws’ hardness is measured with a low-load portable tester and the load is certified for metallurgical accuracy by testing the witness sample. After inspection is complete, the screws are unloaded and transferred to the boxes.
Properties of Nitrided Layers
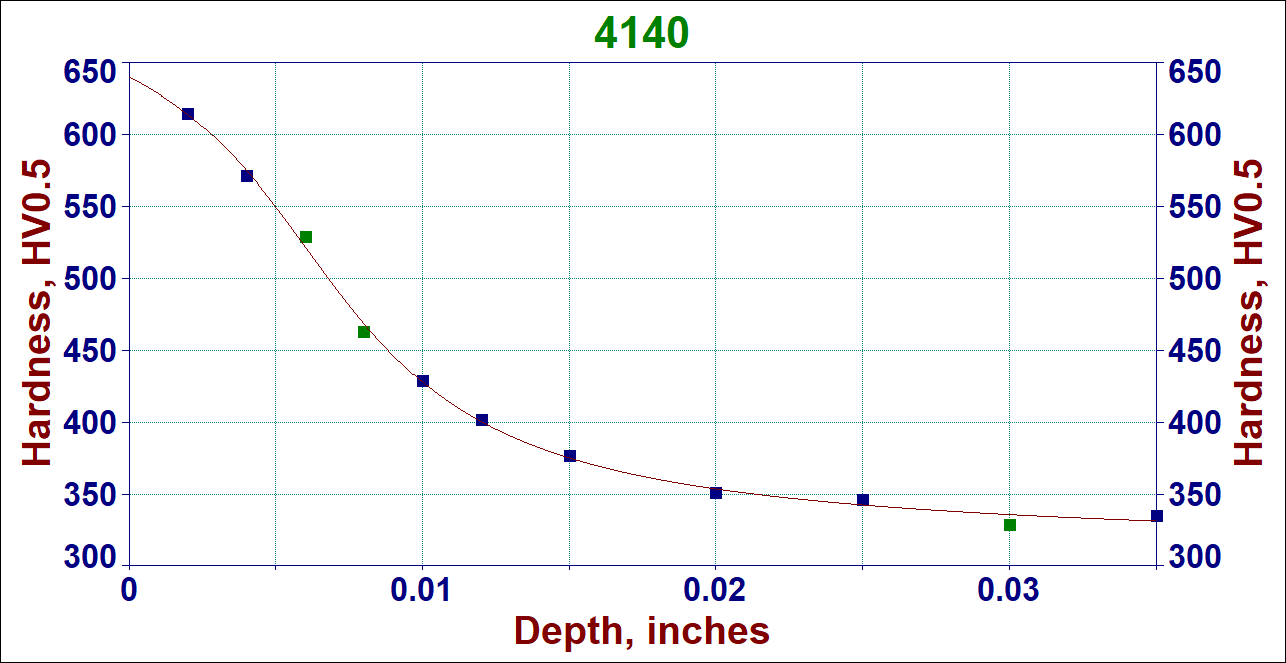
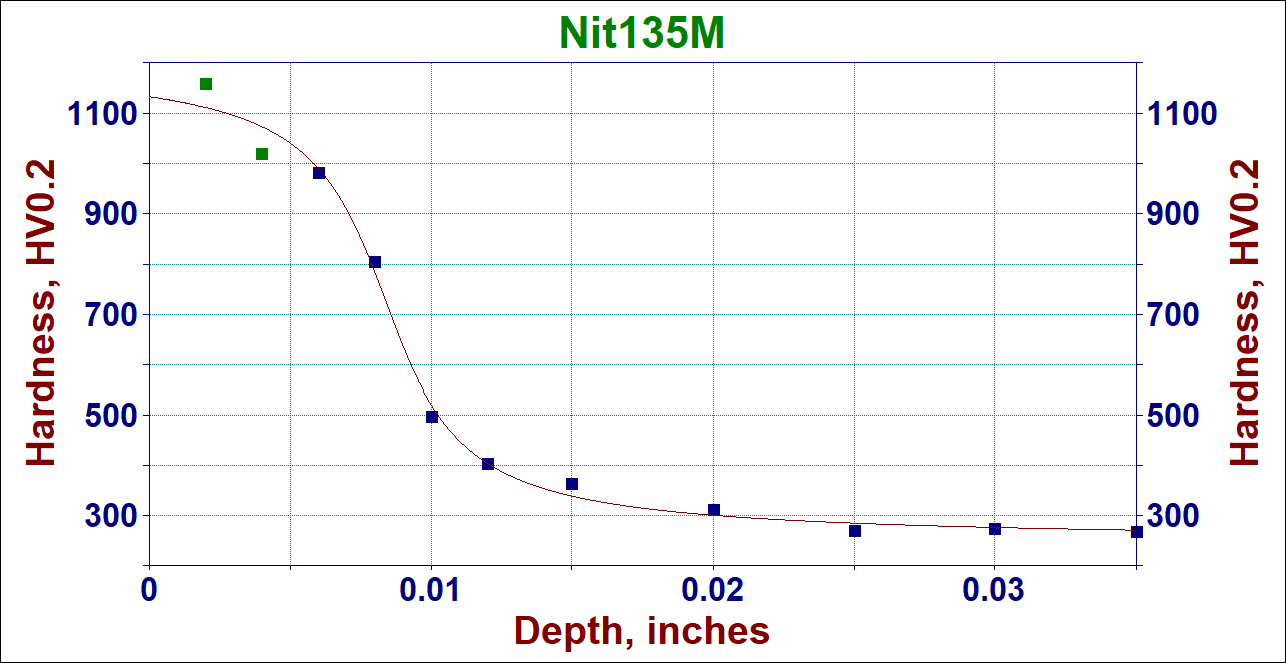
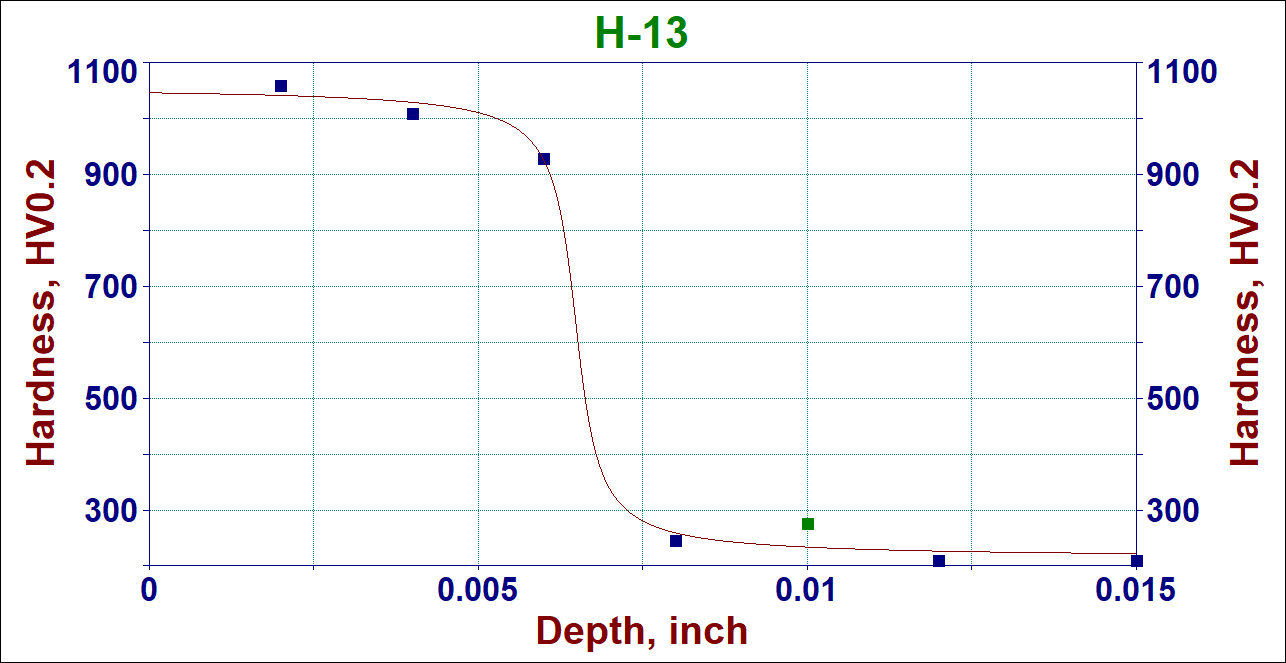
Nitrided layers formed in the screws contain chromium nitrides CrN and, therefore, they are thermally very stable and can endure the elevated temperatures used in the machines’ extruding/forming plastics. The screws’ hardness and depth depend on the material. Hardness distributions in three typical steels used for making extruder screws on cross section of the controlling samples are shown in Fig. 5-7. As it can be noticed, maximum hardness of Nit135M and H-13 steels exceeds 70 HRc equivalent and, therefore, screws made of those materials can be subjected to very demanding abrasion applications. The equipment used by Advanced Heat Treat Corp. allows for processing such long screws (or shafts, in this case) that they had to be loaded through the roof of the building, see image above.
Hardness Profiles
Hardness Profile of 4140 Ion Nitrided Steel
Hardness Profile of Nit135M Ion Nitrided Steel
Hardness Profile of H-13 Ion Nitrided Steel
Advanced Heat Treat Corp. is a leader in nitriding and metallurgical solutions. Contact AHT today and get started on your next project!
Request a Quote
References
1. “Screws Surfacing Materials for Wear and corrosion Resistance”, Glycon. Inc. Tecumseh, Michigan, www.glycon.com.
2. E. Rolinski, T. Damirgi, G. Sharp, “Plasma, Gas Nitriding and Nitrocarburizing for Engineering Components and Metal-Forming Tools”, Industrial Heating, May, 2012. 53-56.
3. M. Woods, T. Damirgi, E. Rolinski, “A chrome alternative for corrosive environments”, Hydraulic and Pneumatics, March 12 2015, 3 pages.
4. E. Rolinski, M. Woods, “Engineering the Surface”, Industrial Heating, March, 2019 pp. 28-30.
- ion nitriding
- plasma nitriding
- plastic